产品中心
产品分类
- PE给水管
- MUMPP双壁波纹管
- HDPE双壁波纹管
- HDMP高密度增强双壁波纹管
- FRPP增强加筋双壁波纹管
- 扩口钢带增强波纹管
- PVC-U波纹管
- 中空壁塑钢缠绕管
- HDPE碳素管
- 钢波纹管
- 格栅管
- 梅花管
- GMP复合增强电力护套管
- MPVE电力管
- 电力护套管
- 钢丝网骨架管
- 玻璃钢夹砂管
- 球墨铸铁井盖
- 复合材料井盖
- 塑料检查井
联系我们
董女士:13511939709
座机: 0851-84724377
网址: www.gzdfsj.net
地址: 贵州省贵阳市贵阳国家高新技术产业开发区长岭南路178号茅台国际商务中心B座14层1号
咨询热线0851-84724377

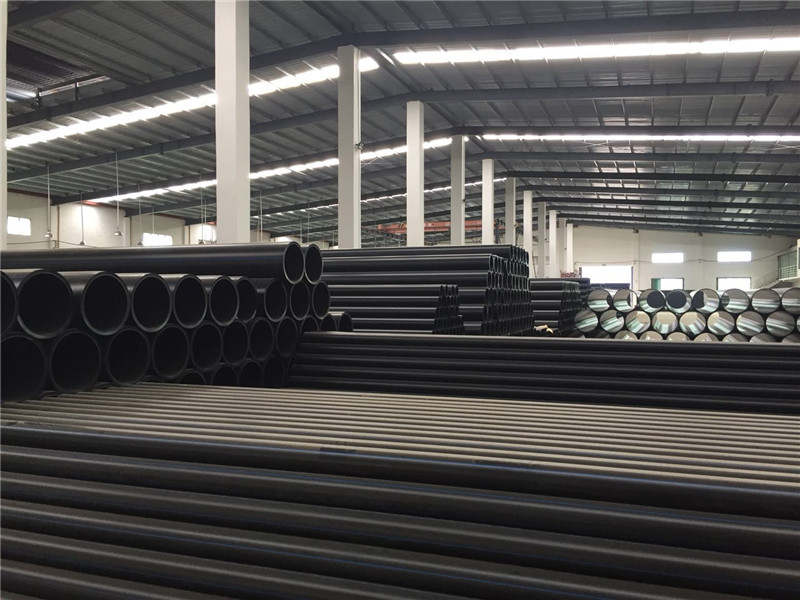
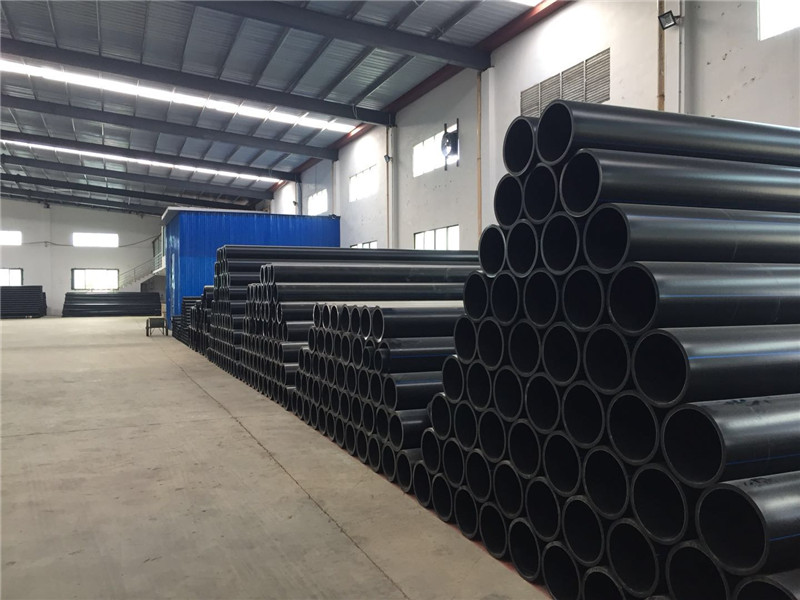
贵州PE给水管
产品规格:
产品型号:
产品价格:
产品简介:
细节展示/ Detail display
贵州PE给水管热熔连接施工步骤:
1、材料准备:将管道或管件置于平坦位置,放于对接机上,留足10-20mm的切削余量。
2、切削:切削所焊管段、管件端面杂质和氧化层,保证两对接端面平整、光洁、无杂质。
3、对中:两焊管段端面要完全对中,错边越小越好,错边不能超过壁厚的10%。否则,将影响对接质量。
4、加热:对接温度一般在210-230℃之间为宜,加热板加热时间冬夏有别,以两端面熔融长度为1-2mm为佳。
5、熔融对接:是焊接的关键,对接过程应始终处于熔融压力下进行,卷边宽度以2-4mm为宜。
6、冷却:保持对接压力不变,让接口缓慢冷却,冷却时间长短以手摸卷边生硬,感觉不到热为准。
7、对接完成:冷却好后松开卡瓦,移开对接机,重新准备下一接口连接。
发布时间:2018-01-16 00:00:00
上一个:贵阳PE给水管 下一个:贵阳MUMPP波纹管